The service water flows from the pump into a separator tank, recirculated back through a heat exchanger where it is cooled down at a specified temperature and then back to the pump. In case the heat exchanger generates a high pressure drop, thus altering the conditions fro a good service water, it is necessary to install a recirculation pump to restore the pressure required in the system.
USE
Where liquids and gases are hazadous or toxic and where contamination is a concern
BENEFIT
Lower water consumption Seal liquid contained and isolated from Non-Hazadous coolant systems
ECOSEAL Total Oil Recirculation
ECOSEAL are complete oil recirculated vacuum units, thanks to the use of oil as service liquid, any problem associated with oxydation/corrosion of the mechanical parts, as well as scale build up due to the operation with water, are completely eliminated.
The use of ECOOL, a low vapor pressure oil specifically formulated to achieve the highest efficiency of the ECOSEAL unit independent without relying on any extenalk supply of fresh cooling water to cool down the service liquid temperature.
Maximum Efficiency
The separator is designed to guarantee clean air emission,with no oil residuals, thus contributing to a cleaner
Maximum Productivity
Suitable for heavy-duty applications, they can continuously operate and can tolerate accidental carry over of liquids or dust.
Maximum Payback
Reduction of operating costs thanks to the elimination of water to feed the liquid ring and its cooling.
Maximum Noise Reduction
ECOSEAL system is extremely quiet.
Maximum Flexibility
ECOSEAL system can operate at various vacuum levels with no overheating
Maximum Efficiency
low maintenance costs; they can operate for 10,000 hours without any oil replacement.
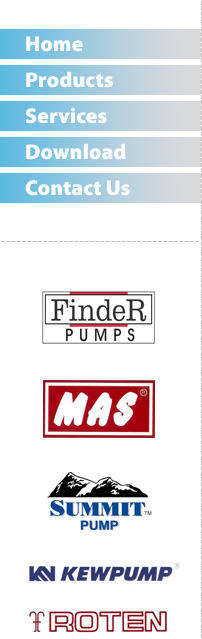
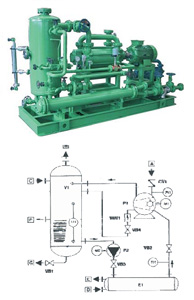
Recirculated service liquid arrangement
There is an application which requires to avoid any process gas leakage or when there are involved fluids which for thier chemical composition or pollution caused by the process gas cannot leave the plant for environmental or process reasons.
The service liquid flows from the pump into a separator tank, recirculated back through a heat exchanger where it is cooled down at a specified temperature and then back to the pump.
Standard units
Finder Pompe liquid ring pump series are available with a combination of standard accessories designed for a correct and proper operation of the equipment and can also offer a range of inlet ball check valves designed specially for goods operation of liquid ring pumps.
A dedicated line of gas ejectors to implement the pump inlet pressure performance can be provided either in standard material or completely in stainless steel construction.
Engineered units
In addition to standard units, which are pre-engineered systems. FINDER POMPE is in the position to develop engineered units according to customer’s requirements. The company is structured to review the project specifications and work out a tailor made proposal based on all customer’s requirements in terms of package layout, instrumentation & control, single item design features, vendor lists, testing and inspections. The supply of such systemns is result of a team work coordinated by the FINDER POMPE contract department which involves all company functions in order to provide the requested support, at the proper time to achieve the correct development of the project.
Hybrid systems - ejectors & roots
In case the specified operating conditions go beyond the potential performance provided by the liquid ring pump alone, FINDER POMPE can offer hybrid units based on multistage vacuum system solutions. Most frequently, the hybrid systems involve the combination of mechanical booster pumps or steam ejectors with our liquid ring pumps. Both boosters and/or ejectors can be combined in more stages in series but also in parallel to extend the compression ration when a deeper vacuum is required Those systems can be provided skid mounted, complete with accessories for proper and safe operation including instrumentation and controls.